










La stabilité opérationnelle et l'effet de purification des hottes à flux laminaire, qui constituent un équipement clé pour la mise en place d'un environnement local de haute propreté, dépendent directement d'une maintenance et d'un entretien quotidiens normalisés. Une maintenance et un entretien scientifiques permettent non seulement de prolonger la durée de vie de l'équipement, mais aussi de garantir qu'il répond en permanence aux exigences de propreté des différents domaines d'application. Les méthodes détaillées de maintenance et d'entretien quotidien sont présentées ci-dessous : I. Inspection et nettoyage quotidiens 1. Nettoyage quotidien des surfaces : Chaque jour, utilisez un chiffon propre et non pelucheux trempé dans un détergent neutre pour essuyer délicatement la coque extérieure, la surface de la table d'opération et la fenêtre d'observation de la hotte à flux laminaire. Évitez d'utiliser des produits de nettoyage très corrosifs pour ne pas endommager le revêtement de surface et les joints de l'appareil. Après le nettoyage, essuyez-le avec de l'eau pure pour vous assurer qu'il n'y a pas de résidus de produits de nettoyage et pour éviter que la volatilisation des substances résiduelles ne contamine la zone nettoyée. 2. Vérification de l'état de fonctionnement : Avant de démarrer la machine chaque jour, vérifiez l'alimentation électrique de l'équipement et l'état de fonctionnement du ventilateur, et observez si le ventilateur présente un bruit anormal, des vibrations ou d'autres conditions. Dans le même temps, vérifiez si les voyants lumineux, les manomètres (le cas échéant) et les autres éléments de la machine sont en bon état de fonctionnement.

Pour déterminer si le filtre à haute efficacité de la hotte à flux laminaire doit être remplacé, il faut se baser sur l'indice de différence de pression, les performances de filtration, l'état physique et les exigences du scénario d'utilisation. Plus précisément, il peut être jugé de manière globale à partir des dimensions suivantes : I. Indice de jugement de base : Différence de pression (la base la plus directe) Lorsque la différence de pression de fonctionnement atteint le seuil de résistance finale indiqué par le fabricant (ou 1,5 à 2 fois la différence de pression initiale), le filtre doit être remplacé. Filtres HEPA (H13/H14) : La résistance finale est généralement de 400 à 600 Pa (selon les paramètres du fabricant). Filtres ULPA (U15/U16) : La résistance finale est généralement comprise entre 600 et 800 Pa. Par exemple, la différence de pression initiale d'un certain filtre est de 250 Pa. En cours de fonctionnement, la différence de pression augmente jusqu'à 500 Pa (deux fois la valeur initiale), et le filtre doit être remplacé immédiatement. La différence de pression fluctue souvent Une augmentation soudaine de la différence de pression dans un court laps de temps (par exemple une augmentation de plus de 50 Pa en l'espace de 1 à 2 jours) : Il est très probable que la surface du filtre soit fortement encrassée (accumulation de poussière et de taches d'huile, par exemple), ou qu'il y ait un problème d'encrassement.
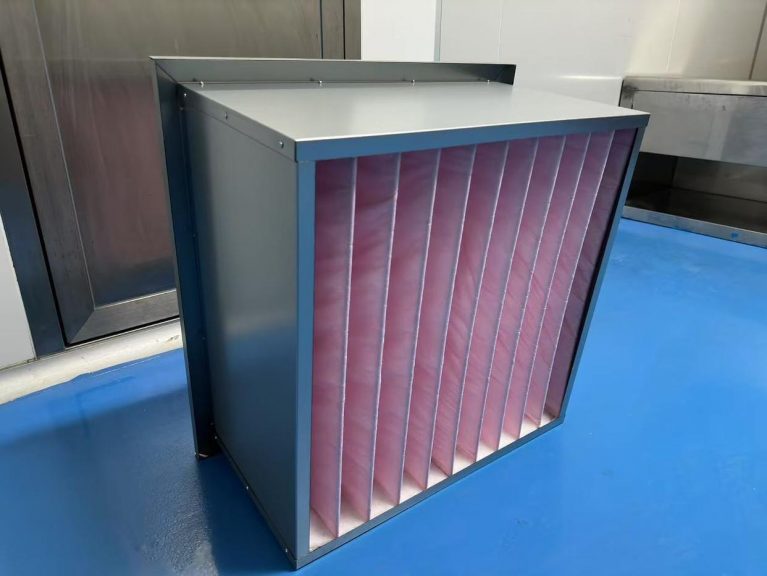
Règles d'entretien quotidien des filtres à caisson Les filtres à caisson (également appelés filtres à air à caisson) sont des composants de filtration essentiels dans les ateliers industriels propres, les systèmes centraux de climatisation et les équipements de ventilation commerciale. L'efficacité de leur entretien influe directement sur l'efficacité de la filtration, la consommation d'énergie de l'équipement et sa durée de vie. Les procédures d'entretien quotidien normalisées et les précautions à prendre sont décrites ci-dessous : I. Inspection quotidienne (quotidienne/poste) Contrôle de la différence de pression Enregistrez la résistance initiale et finale du filtre chaque jour et comparez les données avec les paramètres nominaux de l'équipement. Lorsque la résistance de fonctionnement atteint 1,2 fois la résistance finale, un nettoyage ou un remplacement doit être organisé en temps utile. Si la résistance augmente fortement, cela peut être dû au colmatage du matériau filtrant ou à la défaillance du joint d'étanchéité. Une inspection immédiate s'impose. Contrôle visuel Vérifier si le boîtier du filtre est déformé, endommagé ou présente une fuite d'air, et si la bande d'étanchéité est intacte et ne s'est pas détachée. Observez s'il y a une accumulation évidente de poussière, des taches d'huile ou un blocage par des corps étrangers sur la surface du matériau filtrant. S'il s'agit d'un matériau filtrant en fibre de verre, vérifiez si des fibres se détachent. Vérifiez si la connexion entre le filtre et le cadre d'installation est solidement fixée.

Il n'existe pas de norme fixe pour le cycle de nettoyage des filtres à caisson. Il dépend principalement de la concentration de poussière dans l'environnement d'utilisation, du type de matériau filtrant et de la résistance au fonctionnement de l'équipement. Pour une classification spécifique, veuillez vous référer à ce qui suit : Classification par environnement d'utilisation Pour les environnements peu poussiéreux tels que les ateliers et les bureaux propres, il est recommandé de nettoyer les filtres à caisson en fibres synthétiques tous les 1 à 2 mois. Il est recommandé de purger les filtres en fibre de verre tous les 1,5 à 2 mois. Dans les environnements très poussiéreux tels que les installations industrielles, les mines et les ateliers de peinture : Les matériaux filtrants en fibres synthétiques doivent être nettoyés toutes les 2 à 4 semaines. Le matériau filtrant en fibre de verre doit être purgé toutes les 1 à 2 semaines. Pour les scénarios avec beaucoup de fumées de cuisine et de taches d'huile (comme le système d'évacuation de la cuisine) : Il est recommandé de le nettoyer une fois toutes les 1 à 2 semaines pour éviter que les taches d'huile ne bouchent les pores du matériau filtrant. Classification par type de matériau filtrant Matériau filtrant en tissu non tissé/fibres synthétiques : Il peut être lavé à l'eau et nettoyé par soufflage. Le cycle de nettoyage doit être conforme aux instructions ci-dessus.

Règles d'entretien quotidien des unités de filtration des gaz d'échappement à haute efficacité L'unité de filtration des gaz d'échappement à haute efficacité (dispositif de filtration des gaz d'échappement HEPA/ULPA) est un équipement essentiel pour contrôler l'émission de gaz pollués et de poussières, et est largement utilisée dans les laboratoires, les ateliers propres, les salles médicales à pression négative et d'autres scénarios. L'entretien quotidien doit suivre le principe "inspection régulière - nettoyage et entretien - remplacement et mise à niveau - archivage" afin de garantir l'efficacité opérationnelle de l'équipement, d'allonger sa durée de vie et d'éviter la pollution secondaire. I. Inspection quotidienne (quotidienne/poste) Vérification de l'état de fonctionnement Observez le bruit de fonctionnement du ventilateur : Il ne doit pas y avoir de sons anormaux ou de vibrations importantes. Si le bruit augmente ou si le ventilateur tremble, arrêtez immédiatement la machine pour l'inspecter. Vérifiez les paramètres de fonctionnement : Confirmez que le courant, la tension et la pression d'air du ventilateur se situent dans la plage nominale de l'équipement, et que le volume d'air évacué répond aux exigences de conception (qui peuvent être contrôlées à l'aide d'un manomètre différentiel et d'un compteur de volume d'air). Vérifier l'état de l'étanchéité : Les bandes d'étanchéité aux points de connexion entre l'unité de filtrage, le corps de la boîte et le conduit d'air ne doivent pas se détacher ou se fissurer afin de garantir la qualité de l'air.

Trois indicateurs clés permettent de déterminer si le filtre de l'unité de filtration d'air vicié à haute efficacité (HEPA/ULPA) doit être remplacé : le contrôle de la pression différentielle, l'état de l'apparence et la durée de vie. Un jugement global doit être fait en combinaison avec les scénarios de fonctionnement réels afin d'éviter un remplacement prématuré entraînant un gaspillage ou une surutilisation entraînant une pollution et une défaillance de l'équipement. Les quatre types de situations suivants peuvent être déterminés avec précision Compatibles avec tous les scénarios d'application tels que les ateliers industriels propres, les laboratoires et les zones de pression négative médicale I. Base de détermination principale (exécution prioritaire, la plus précise) : La différence de pression atteint la norme de résistance finale Il s'agit de l'indicateur le plus scientifique et le plus fondamental pour déterminer le remplacement des filtres. Le changement de résistance des filtres à haute efficacité reflète directement le degré de colmatage et peut être déterminé sans démontage : Pendant le fonctionnement du filtre, la poussière et les polluants adhèrent à la surface du matériau filtrant et la résistance augmente progressivement. Lorsque la résistance finale est égale à 2 ou 3 fois la résistance initiale, le matériau filtrant est proche de la saturation et ne peut plus filtrer efficacement. Opération spécifique : Enregistrez la lecture de

The mother-and-child frame washable filter, with its core advantages of being reusable, easy to maintain, having a high dust holding capacity and low resistance, is mainly applied in ventilation and filtration scenarios that require long-term stable filtration, high maintenance frequency and low cost. It covers three core fields: civil buildings, industrial production and special places. The specific scenarios and adaptation logic are as follows (adapted to the marketing copy of air purification enterprises) Highlight the value of scenario-based scenarios I. Ventilation and Air Conditioning Systems for Civil Buildings (Core Mainstream Scenarios Adaptation logic: In such scenarios, the air volume demand is large, the filtration cycle is long, the long-term operation and maintenance costs need to be controlled, and the maintenance convenience requirement is high. It perfectly matches the core advantages of the washable filter of the mother-and-child frame. Pre-filtering for central air conditioning and fresh air units in large public buildings such as office buildings, shopping malls, hotels, exhibition centers, and stadiums is used to intercept dust, willow catkins, and particulate matter in outdoor fresh air, protecting the back-end fans, coil units, and other equipment. At the same time, it reduces the frequency of filter replacement and lowers the property

There is no fixed standard for the cleaning frequency of the mother and child frame washable filter. It mainly depends on three key factors: the concentration of pollutants in the usage environment, the operating load of the equipment, and the change in the filtration pressure difference. Specifically, it can be classified and referred to according to the following scenarios: High-pollution industrial scenarios It is suitable for environments with high concentrations of dust and particulate matter such as painting workshops, chemical raw material workshops, and ventilation systems for mines, where the filters are prone to rapid dust accumulation. Cleaning frequency: once every 1 to 2 weeks Supplementary judgment: When the pressure difference before and after the filter reaches 1.5 to 2 times the initial pressure difference, it needs to be cleaned immediately to avoid blockage and affect ventilation efficiency. Commercial medium-pollution scenarios It is applicable to places with dense populations but moderate pollutant concentrations such as office buildings, shopping malls, general departments of hospitals, and hotels. Cleaning frequency: Once every 3 to 4 weeks Supplementary judgment: It can be combined with the operating status of the central air conditioning system. If the air volume at the air outlet drops significantly or

A clean booth is a local clean space that can be quickly set up and flexibly deployed. It achieves air circulation purification through fan filter units (FFUs) and can meet the cleanliness requirements of Class 100 to 100,000. It is widely used in industry scenarios with clear standards for environmental cleanliness. The core application areas are as follows: The electronic semiconductor industry This is the most core application field of the clean booth. The production and inspection processes of semiconductor chips, integrated circuits, PCB circuit boards, liquid crystal displays (LCD/LED), and photovoltaic modules are extremely sensitive to dust and static electricity. The adhesion of tiny particles can directly lead to product failure. The clean booth can be used as a local clean area on the production line to ensure that the environment for key processes such as photolithography, packaging, and surface mount technology meets the standards. The biomedical and medical device industry Pharmaceutical production: It is used in the ingredient preparation, filling and sampling processes of sterile preparations (such as injections and vaccines), as well as in the purification treatment of traditional Chinese medicine extracts to prevent microbial contamination. Medical devices: The assembly and post-sterilization treatment of surgical instruments and

There is no fixed standard for the service life of a clean booth. It mainly depends on three factors: the quality of core components, the usage environment, and the maintenance frequency. Under normal circumstances, the service life range is as follows: Ordinary configuration clean booth: Mainly composed of domestic economical fan filter units (FFU) and color steel plate frames, under general clean environment (such as food packaging, ordinary electronic assembly) and proper maintenance conditions, its service life is approximately 5 to 8 years. High-end configuration clean booth: It adopts imported FFU, high-quality aluminum alloy frame and efficient sealing materials, and is applied in high-cleanliness requirement scenarios (such as semiconductors and biomedicine). It strictly follows maintenance regulations and has a service life of up to 10 to 15 years. Key factors affecting service life The core component loss FFU is the core of the clean booth, and the aging speed of its fan motor directly determines the overall lifespan. Poor-quality motors may experience increased noise and reduced air volume after continuous operation for 2 to 3 years. High-quality variable-frequency motors can operate stably for 8 to 10 years at reasonable start-stop frequencies. In addition, high-efficiency filters (HEPA/ULPA) are consumables and need

I. Core Service Life of Negative Pressure Weighing Chamber (Industry General Standard) The conventional design service life is 8 to 12 years. The design life of core components (fans, filters, control systems) is 5 to 8 years. They need to be replaced regularly to maintain performance. If the maintenance is in place and the working conditions are good, the entire equipment can be extended for 10 to 15 years (only for compliant operation and maintenance scenarios). Ii. Key Influencing Factors (Ranked by Influence Weight) Core component wear and tear (weight 40%) Fan system: The wear of the motor bearings and impellers of the centrifugal fan/fan filter unit (FFU) directly affects the stability of negative pressure (under normal operating conditions, they need to be replaced every 5 to 8 years; frequent starts and stops or high-load operation will shorten the period to 3 to 5 years). Filtration system Primary filter (G4) : Replace every 6 to 12 months. If not replaced in time, it will cause overload of medium and high-efficiency filters, accelerating the clogging of high-efficiency filters (HEPA/ULPA) (the normal service life of high-efficiency filters is 1 to 3 years, and overload use will shorten it to 6 to 18

The negative pressure weighing chamber is a core specialized equipment in the raw material weighing and batching processes of pharmaceutical factories. Its functions revolve around three core demands: personnel safety, material purity, and environmental cleanliness. It is a key facility to ensure the compliance of drug production and product quality. Its specific functions are as follows: When the negative pressure weighing chamber is in operation, it maintains a negative pressure relative to the outside inside, and the airflow will flow unidirectionally from the outside to the inside to ensure the safety of the operators. When operators weigh and repackage highly active, toxic and allergenic active pharmaceutical ingredients, this air flow organization can effectively prevent harmful substances such as dust and aerosols from leaking into the production workshop, avoid inhalation or skin contact by operators, and reduce occupational health risks. The negative pressure weighing chamber is equipped with a high-efficiency filtration system (HEPA/ULPA) to ensure the purity of materials and the quality of drugs. The air entering the chamber is strictly filtered to remove particles, microorganisms and other pollutants in the air. On the one hand, it prevents external impurities from contaminating the active pharmaceutical ingredients in the weighing process and