










I. Core Advantages of the Automatic Sliding Door Washroom (Automatic Door Washroom) Better air tightness, more stable cleanliness level Steel / stainless steel hard door panels + overall rubber seal around the edges. After closing, the gap is small and the air leakage is low. Suitable for high cleanliness requirements such as A-class, 10,000-level, and 10,000,000-level workshops. It is easier to maintain the pressure difference in the clean room. Hard door body, resistant to cleanliness and disinfection, easy to clean The door panel is made of metal hard structure, which can withstand frequent wiping with alcohol, hydrogen peroxide, and disinfectants, and is not prone to deformation or dust adsorption; there are no dust accumulation dead corners like soft door curtains, making it more suitable for high-standard clean areas in pharmaceuticals, sterile food, and precision electronics. Regular appearance, good visibility Standard double-layer tempered observation window, allowing direct viewing of the interior of the warehouse; the overall structure is integrated, beautiful and tidy, suitable for factories with high visual standards for the workshop. Low operating noise, stable operation Horizontal sliding opening and closing, with little impact; Faults are obvious and maintenance is simple. Interlock system mature, compliance strong The electronic interlock of

I. Application Scenarios of Automatic Sliding Door Washroom (Hardened Automatic Door Washroom) Core Features: Hardened sealing, excellent airtightness, good cleanliness maintenance, standard door opening dimensions, suitable for trolleys / small AGVs, but not for forklifts. Pharmaceutical Industry Aseptic formulation workshops, raw material drug clean areas, laboratory material passageways, GMP aseptic areas, requiring frequent disinfection and having requirements for sealing. Medical Devices (Aseptic Class II, Class III) Class II and Class III sterile instrument clean workshops, finished product material transfer, requiring no dust accumulation dead corners, tolerance to vaporized hydrogen peroxide and disinfectant wiping. Precision Electronics, Semiconductor, Optical Components Thousand-level, ten-thousand-level clean workshops, PCB, camera module, chip supporting workshops, strict dust control. Food and Beverage (Aseptic Cold Filling, Baking Aseptic Area) Raw materials and semi-finished products transfer channels in the aseptic packaging section. Laboratories, third-party testing clean rooms Transfer of laboratory consumables and samples, high requirements for stable pressure difference. Not Suitable: Forklift entry, oversized pallets, large container goods transfer; locations with no reserved space for sliding doors on both sides. II. Application Scenarios of Quick Rolling Shutter Door Washroom Core Features: Vertical upward movement does not occupy lateral space, can be used as a main door opening, allows for forklift

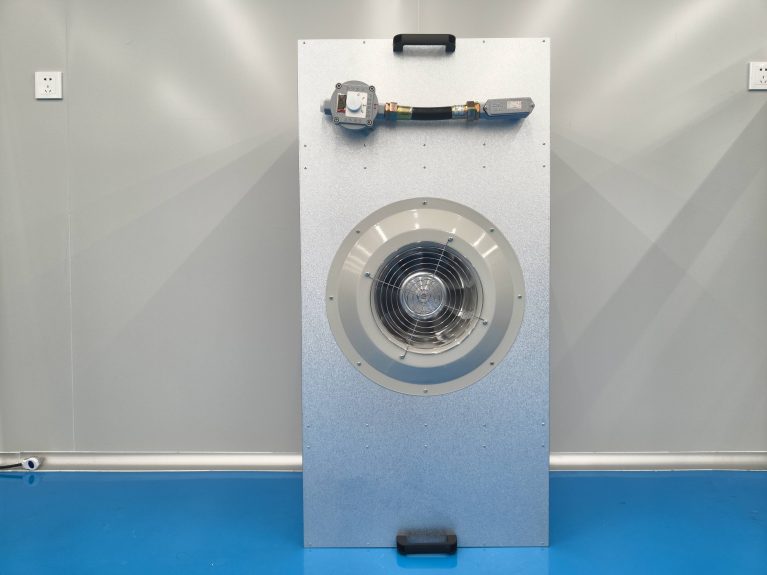
FFU vs A-Class Cleanroom Hood: Complete Lifespan Comparison of the Entire Unit + Accessories I. Design Lifespan of the Entire Unit (Industry standard conditions, pharmaceutical / electronic cleanrooms, daily operation of 8-16 hours) 1. FFU (Fan Filter Unit, galvanized / stainless steel simple housing) 1) EC DC Brushless FFU (High-end GMP model) Fan design lifespan: 8-10,000 hours, conversion: 8 hours/day: 12-15 years 24-hour continuous operation: 9-11 years Overall lifespan of the unit: 8-10 years. After motor aging, the fan can be replaced separately, and the housing can be reused. 2) AC AC FFU (General economy model) Fan lifespan: 3-5,000 hours. The entire unit only lasts 5-7 years. Later, noise and air volume decline significantly. Housing lifespan: Galvanized plate: 10 years or so, prone to rust; 304 stainless steel FFU housing can last over 15 years. 2. A-Class Cleanroom Hood (Fully 304 stainless steel GMP liquid tank sealed model) Design lifespan of the entire unit: 10-15 years. With proper maintenance, it can last up to 15-20 years. Advantages: Thickened stainless steel sealed box, noise reduction static pressure chamber, reinforced frame, corrosion and deformation are much less than ceiling FFU; Internal fans and electrical control can be replaced separately, and the box

A-level laminar flow cabinets & FFU application scenarios are clearly distinguished I. FFU (Fan Filter Unit) application scenarios FFU is a standardized air supply module. Its core function is to provide air supply for large areas of clean spaces. It must be used in conjunction with ceiling brackets and return air systems. 1. Electronics and semiconductor industry Chip packaging, lithography workshops, SMT assembly clean rooms, achieve overall clean environments of 10,000, 10,000, and 10,000 grade respectively. The entire ceiling is covered with FFU to create a clean environment. Assembly clean sheds, mobile clean rooms with top air supply units Battery and photovoltaic component production workshops, large-scale unified purification 2. Pharmaceutical industry (entire A-level area) Aseptic drug filling halls, freeze-drying and packaging workshops, form an A-level environment under the background of B-level clean rooms Full coverage of large-volume injection and aseptic powder injection production lines Air conditioning and ventilation systems for isolation units 3. Laboratories, precision processing Optical lenses, precision instrument assembly workshops Third-party testing clean laboratories, clean partitions for PCR areas with air supply systems 4. Built-in use as a supplement Air supply core components for ultra-clean workstations, clean transfer windows Negative pressure weighing rooms, built-in fan filter units in

Negative Pressure Laminar Flow Workbench VS Vertical Flow Ultra-clean Workbench – Core Differences in Working Principles 1. The fundamental pressure difference is completely opposite (the most essential difference) 1. Ordinary Vertical Flow Workbench (Positive Pressure Type) Inside the cabinet: The air pressure is higher than that of the external room, creating positive pressure; The fan sucks in air from the interior and sends it down vertically through the top HEPA filter; The clean air fills the operation area, and the internal positive pressure keeps the outside dirty air outside; The excess air is directly discharged from the front operation opening and the bottom diffuser board back into the room, without an independent negative pressure suction channel. 2. Negative Pressure Laminar Flow Workbench (Negative Pressure Weighing Bench / Negative Pressure Workbench) Inside the cabinet: The air pressure is lower than that of the external room, maintaining negative pressure; Two independent air paths: laminar flow supply + negative pressure exhaust, dual fan system; Top supply: Air is filtered and sent down vertically to ensure the cleanliness of the work surface (the same as vertical flow laminar flow); Window air supply: The peripheral air of the operation opening continuously sucks in air to

Negative pressure weighing room operation inspection record form – Recheck verification frequency (GMP compliance stratified standard) I. First-level recheck: Operator self-inspection (every shift, immediate) Frequency: After filling out the inspection record form, the operator must immediately self-check. This is a mandatory pre-process that cannot be submitted for review without completing the self-check. Scenario: At the end of each shift, the operator fills out the form and conducts on-site self-check immediately, confirming that there are no blank items, the data is correct, and the signature is complete. II. Second-level recheck: Shift supervisor on-site recheck (every shift, before the end of the shift) Frequency: Once per shift. All inspection records must be rechecked on-site on the same day. Cross-shift and cross-day rechecks are not allowed. Requirements: Take the paper record to the weighing room for on-site comparison with the instrument and equipment status, and sign and return it after verification. III. Third-level recheck: QA / Equipment administrator random recheck (parallel two frequencies) 1. Daily surprise recheck (daily supervision) Frequency: Full coverage recheck every day. If there are multiple weighing rooms in the workshop, at least one recheck per day should be conducted; the monthly recheck should cover all shift records of all

Automatic Door Air Shower Room: Wind Speed and Air Shower Duration Adjustment Instructions 1. Air Shower Duration: All supported adjustable Adjustment Range Standard control system setting range: 0 – 99 seconds. Factory default: 10 seconds/15 seconds. Pharmaceutical factories and high-cleanliness workshops often set to 20–30 seconds. Adjustment Method Basic model: Panel buttons and digital display for setting; High-end automatic door air shower: 7-inch touch screen for direct digital input; Logical Limitation The air shower will be executed only when the front and rear doors are interlocked. The door will unlock automatically when the time is up; You can stop the air shower by pressing the emergency stop at any time. Industry Reference Electronic workshop: 10–15 seconds; Pharmaceutical GMP workshop: 20–30 seconds; Raw material workshop with heavy dust: 30–40 seconds. 2. Air Shower Wind Speed: There are two types of models, and the ability to adjust varies 1. Ordinary fixed-frequency fan model (market basic stainless steel air shower) Wind speed cannot be adjusted continuously Fan power is fixed, the standard wind speed at the nozzle outlet maintains 22–28 m/s (national standard requirement ≥ 25 m/s); Only two modes: full fan on air shower / shutdown, cannot adjust fast or slow. 2.

The complete maintenance and servicing plan for the automatic door and air shower room is divided into: daily inspection, weekly maintenance, monthly maintenance, quarterly/six-monthly maintenance, and annual overhaul. It also distinguishes three core modules: purified air path, automatic sliding door system, and electrical control system. It is applicable to stainless steel automatic air shower rooms, forklift air shower rooms, and AGV air shower rooms. 1. Daily daily maintenance (5 minutes before and after production shift) 1. Box body and internal cleaning Wipe the inner wall, nozzles, floor, and automatic door glass with dust-free cloth + 75% alcohol / workshop neutral disinfectant; Clean the floor tray debris and dust to avoid backflow blockage; Check the nozzles for no blockage, skewing, and remove any debris immediately. 2. Automatic door safety inspection Test the anti-clamping function: when closing the door, if it is blocked, the door will immediately rebound; Check the sensor probe for any accumulated dust and wipe it clean to prevent false sensing / non-sensing; Check if the sealing strip is loose or cracked, as leakage will reduce the dust removal effect. 3. Electrical control basic inspection Power on to check for no fault alarms on the display, normal pressure difference

Filter replacement criteria for supply air ceiling filters (4 determination methods, priority: pressure difference > leak detection > appearance > usage duration) 1. Core determination: Pressure difference value (the most standard, GMP / hospital mandatory basis) Each filter is equipped with an independent pressure difference meter. If the pressure difference exceeds the limit, it should be replaced immediately, regardless of the usage time. Primary efficiency filter (G3/G4) Initial pressure difference: 40-60 Pa Final resistance threshold: ≥ 100 Pa Treatment: Can be disassembled for water washing. If the pressure difference remains high after washing, it should be replaced. Intermediate efficiency filter (F7/F8/F9) Initial pressure difference: 70-110 Pa Final resistance threshold: ≥ 200 Pa Treatment: Cannot be washed. If the pressure difference meets the standard, it should be replaced immediately. HEPA/ULPA high-efficiency filter (H13/H14) Judgment rule: Actual pressure difference ≥ initial pressure difference × 2 Example: Newly installed high-efficiency filter with an initial pressure of 120 Pa, rising to 240 Pa, must be replaced. Supplement: The fan automatically increases frequency, the air volume significantly decreases, and the room fails to reach the set cleanliness level, which are basically caused by filter blockage and increased pressure difference. 2. Leak detection determination (specific to
Explosion-proof FFU Filter Complete Selection Scheme (divided into 6 major dimensions, applicable to lithium battery / pharmaceutical / chemical industries) Selection logic sequence: First determine the explosion-proof working condition → Cleanliness level → Filter material → Structural form → Matching pre-filter → Dimension sealing, while taking into account explosion-proof safety and service life. I. Step 1: Select filter materials based on the flammable and explosive media in the workshop (core of explosion-proof, priority judgment) 1. Lithium battery workshop (electrolyte, NMP, lithium powder, organic solvents) Media characteristics: prone to crystallization, oily, combustible dust, high humidity Recommendation: PTFE-coated H13/H14 high-efficiency filter Advantage: Surface filtration, dust does not penetrate the filter paper; resistant to electrolyte and organic solvents; hydrophobic and moisture-proof; dust accumulation can be blown away, life is more than 50% longer than glass fiber Not recommended: Ordinary glass fiber, easily soaked by electrolyte and clogged, resistance rapidly rises. 2. Pharmaceutical / medical device explosion-proof area (alcohol, small amount of solvents, low dust) Media characteristics: Small amount of alcohol solvents, dry and clean, low dust Recommendation: Ultra-fine glass fiber without partition H14 Advantage: Stable filtration accuracy, initial wind pressure low, low cost, meets GMP cleanliness requirements; clean working condition, sufficient service life.
Complete application scope of vaporized hydrogen peroxide VHP transfer cabinets I. Pharmaceutical industry (core applicable scenarios, GMP mandatory recommendation) Aseptic preparation workshop Injectables, freeze-dried products, powder injections, eye drops, materials transferred from D/C class to A/B class aseptic areas, packaging materials, equipment, sampling consumables sterilization transfer. Biological drugs / vaccines / cell culture workshop Virus vaccines, cell therapy, monoclonal antibody workshops, culture media, cryovials, experimental consumables, sample cross-zone transfer, killing spores and viruses, eliminating cross-contamination. Aseptic medical device production Implantable devices (stents, artificial bones, sutures), sterile dressings workshop, semi-finished products, tooling molds sterilization transfer. Chinese medicine aseptic workshop Aseptic herbal slices, Chinese medicine injection products, supporting clean zones for materials transfer. II. Medical, disease control, biological safety laboratories PCR nucleic acid laboratories, microbiological testing rooms Positive samples, bacterial strains, reagents sealed transfer to prevent aerosol leakage and contamination of the environment. BSL-2/BSL-3 biological safety laboratories, animal laboratories Pathogens, experimental animal feed bedding, experimental equipment entry and exit, internal and external two-way sterilization isolation. Hospital clean areas Operating rooms, central supply rooms, negative pressure isolation wards, transplant wards, instruments, specimens, aseptic consumables clean area and contaminated area intercommunication. III. High-end cosmetics and aseptic food Medical aesthetic aseptic skincare workshop Essence, aseptic

The comprehensive impact of the glass material of the ultra-clean bench on its usage The observation window glass of the ultra-clean bench is divided into three types: qualified 5mm tempered glass, ordinary white glass, and acrylic organic glass. The material differences directly affect operational safety, experimental results, equipment lifespan, and GMP compliance. The following will explain the actual usage differences in detail by dimension. 1. Safety aspect (the most critical, concerning personal risks) 1. Qualified tempered glass Resistance to impact: Experimental equipment, pipettes, centrifuge tubes accidentally colliding will not break easily; Explosion-proof and cut-resistant: Once broken, it will break into fine, smooth-edged particles, without sharp large pieces of glass that can cause hand injuries; Temperature stability: UV sterilization heating, indoor cold and hot alternation, will not self-burst. 2. Ordinary non-tempered thin glass (4mm and below) Minor bumps, sudden temperature changes are likely to cause the entire piece to explode, with sharp edges, easily causing cuts; During lifting and pushing, the edges are sharp, easy to scratch during daily cleaning and reaching for operations. 3. Acrylic / organic glass (strictly prohibited as a substitute) Hardness is extremely low, slight impact will cause cracking and chipping, without explosion-proof capability, completely failing to