










Conclusion: You can replace it yourself, but there are certain conditions – it’s not just a simple replacement. It must meet the requirements of compliance, sealing, leak detection, and verification. Otherwise, the replacement would be in vain and could even affect the cleanliness level. 1. When can you replace it yourself? If the following conditions are met, you can replace it yourself: You have personnel who understand equipment maintenance (electricians / equipment technicians are sufficient) You have filters of the same specification, size, and qualified (with certificates and test reports) After replacement, simple verification of air velocity, leak detection, and cleanliness can be done The workshop / laboratory does not involve GMP, pharmaceutical, etc. high-level certification (or it is internally allowed to replace by yourself) 2. Key steps for self-replacement (simplified version) Turn off the power, unplug the power supply Remove the decorative cover, trim, and old high-efficiency filter Clean the box, sealing groove, and replace the sealing rubber strip (aging requires replacement) The new high-efficiency filter should have the arrow pointing towards the outlet direction and be evenly pressed Loosen the screws diagonally and tighten them to ensure no air leakage Turn on the machine to measure air velocity,

To determine whether an HEPA filter needs to be replaced, it’s quite simple. I’ll present you with a straightforward method that can be applied directly on-site without the need for complex instruments. Line workers will understand it easily. 1. The most intuitive and quickest method (without instruments) – The wind speed has significantly decreased – Turn on the fan and place your hand at the outlet. You’ll feel very weak and soft wind – Before it was strong, but now it’s noticeably weaker → It’s likely clogged – The dust in the operation area has increased – More dust is falling on the tabletop and samples – The colony count and contamination rate have risen → First suspect that the HEPA filter has failed – The usage time has exceeded the limit – In a regular laboratory: ≥ 2 years – In a workshop with excessive dust and poor environmental conditions: ≥ 1 year requires a focused check – The primary filter is already very clean, but the wind speed is still low – The primary filter has been washed or replaced, but the wind speed still cannot increase → The blockage is in the HEPA filter, not the primary

Nozzle blockage in the air shower: Troubleshooting steps + Solution 1. Determine if the nozzle is blocked Any of the following conditions indicates a nozzle blockage: Some nozzles have very little or no airflow, while others are normal The airflow is uneven, skewed, or intermittent The noise in the air shower increases, and the airflow becomes significantly weaker The filter was just replaced, but the airflow still cannot be increased 2. Safety prerequisite (must be done first) Turn off the power supply of the air shower Turn off the fan Open the door to allow the equipment to completely stop running 3. Steps for nozzle blockage handling (standard procedure) 1. Locate the blocked nozzle Examine one by one: No airflow, weak airflow, skewed airflow indicates a blockage Pay special attention to the top, corners, and inner side nozzles, where dust is most likely to accumulate 2. Remove the nozzle (most are screw-type) Hold the nozzle and rotate counterclockwise to remove it Do not use brute force to pry, to avoid damaging the base 3. Clean the blockage The most effective and commonly used three methods are: Air compression blowing (recommended) Blow from the air intake side to the air exhaust

The main causes of nozzle blockage in the air shower room 1. Failure of the front-end filter (the most common) The primary filter is not cleaned or replaced for a long time, and dust and debris directly enter the air duct The high-efficiency filter is damaged or leaks, and small particles penetrate and enter the nozzle The filter installation is not tight, and there is bypass leakage, with dust taking the shortcut 2. Dust brought in by the environment and materials (source problem) The goods / packaging carry a large amount of fibers, paper debris, dust, and hairs into the air shower The workshop has a lot of dust and the environment is dirty, making the air shower a “dust collector” The materials have powder, debris, plastic fringes, which are blown into the nozzle by the wind 3. Accumulated dust and debris inside the air duct The air duct and static pressure box of the air shower room have not been cleaned for a long time, and the accumulated dust is blown into the nozzle The insulation cotton and sealant in the air duct age and fall off, leaving debris that blocks the nozzle The fan impeller accumulates large pieces

High-temperature with partitioned air filter (mostly of high-efficiency / ultra-high-efficiency level, with a temperature resistance range of 250–350℃), mainly used in high-temperature working conditions and high-cleanliness air purification scenarios. Here are its main application areas: 1. Electronics and semiconductor manufacturing Core scenarios: High-temperature clean ovens, diffusion furnaces, annealing furnaces, and high-temperature purification workshops for processes such as wafer manufacturing, chip packaging, lithography, etching, and thin film deposition. Function: In high-temperature processing environments, continuously filter particles of 0.3μm and above to ensure the cleanliness of wafer surfaces and prevent dust from causing product defects. 2. Biomedicine and pharmaceuticals Core scenarios: Aseptic preparation workshops, injection / infusion production lines, biosafety cabinets, clean tunnels, high-temperature sterilization ovens, freeze-dryers. Function: Meet GMP/A-level cleanliness requirements, provide sterile and dust-free air during high-temperature drying and sterilization processes, and prevent microbial and particle contamination. 3. Automotive and industrial painting Core scenarios: Automotive body / component painting lines, high-temperature baking ovens, drying furnaces, curing furnaces. Function: Filter high-temperature hot air, intercept paint mist and dust, ensure the smoothness and adhesion of the paint surface, and improve the painting quality. 4. Food and beverage processing Core scenarios: Aseptic packaging workshops, high-temperature sterilization tunnels, baking / roasting production lines, clean

The service life of the high-temperature air filter with a partition plate is not fixed. The core factors depend on the operating temperature, dust load, maintenance level, and industry standards. The industry standard range is 1 to 5 years. In extreme conditions, it can be as short as several months, while in high-quality conditions, it can reach 8 to 10 years. I. Industry Standard Life Reference (Continuous Operation) Conventional high-temperature conditions (200–250℃, good cleanliness) Electronics / Semiconductors, pharmaceutical dry heat sterilization, coating drying: 1.5–3 years Food baking / aseptic packaging, laboratory high-temperature ovens: 2–4 years Severe high-temperature conditions (250–350℃, high dust / high humidity / chemical corrosion) Chemical high-temperature reactions, catalyst regeneration, waste incineration pre-treatment: 6–18 months Semiconductor diffusion furnaces, photovoltaic / lithium battery high-temperature sintering: 1–2 years Ultra-high temperature / special conditions (above 350℃, stainless steel / ceramic partitions) Special material sintering, aircraft engine testing, nuclear emergency ventilation: 5–10 years + II. Key Factors Affecting Life Temperature and Thermal Cycling The higher the temperature and the more frequent the thermal shock, the faster the filter material / seal aging, and the shorter the service life. Continuous operation at 250℃ is 30%–50% longer than frequent start-stop and cold-hot alternation. Dust

The core of daily maintenance for ultra-low resistance high-efficiency filtration units is pressure difference monitoring, regular inspections, standardized cleaning / replacement, and seal checks to ensure low resistance and high efficiency, extend lifespan, and avoid air leakage and secondary pollution. 1. Daily Monitoring (daily / per shift) Pressure difference monitoring: Record the pressure difference at the inlet and outlet, establish an initial baseline value; the final resistance is usually 1.5–2 times the initial value, and an alert is triggered when it reaches 80%. Appearance and operation: Check for deformation, damage, and dust accumulation on the casing and frame; no blockage at the inlet and outlet; the fan / valve operates smoothly, without abnormal sounds, and no abnormal vibrations. Air volume and cleanliness: Observe if the supply air volume is stable; whether the particle concentration in the clean room / workshop meets the standard. Record and archive: Daily record the pressure difference, operating status, and abnormal situations, forming an operation log. 2. Periodic Inspection and Maintenance (according to schedule) 1. Every week / every two weeks Clean the casing and floating dust on the inlet surface (using a soft brush / vacuum cleaner, gently sweep from the clean side to the

I. Cleaning Frequency 1. Washable filter materials Surface dust cleaning: 1-2 times per week Soft brush / vacuum cleaner light suction, no water washing Water washing for regeneration: 1 time every 3-6 months When the pressure difference significantly increases but has not reached the final resistance, wash Maximum cleaning: ≤ 3 times, more than that, replace directly 2. Non-washable disposable filter materials Only do surface dust removal: 1 time per month Strictly prohibit water washing, strictly prohibit soaking in water II. Replacement Frequency (Most Critical) Conventional cleanroom / ventilation system Normal environment: Replace once every 6-12 months High dust, high humidity, high traffic: Replace once every 3-6 months High cleanliness requirements (electronics / pharmaceuticals): Replace once every 3-6 months Not based on time, priority is given to pressure difference Pressure difference ≥ 1.5-2 times the initial resistance → Replace immediately Filter material turns black, damaged, or moldy → Replace immediately
Common Problems and Solutions for Leak Detection of DOP High-Performance Liquid Tank FiltersDOP/PAO High-efficiency Liquid Tank Filter Leak Detection – Common Issues + Directly Applicable Solutions, Engineering-oriented, No Nonsense, Can Be Directly Used for Training / Patrol Inspection / SOP. I. Upstream Dust Emission Related Issues 1. Upstream Concentration Unable to Rise or Unstable Possible Causes Insufficient oil volume in the dust emitter, clogged nozzles, insufficient heating temperature The dust emission point is too close to the filter, resulting in uneven mixing Excessive air volume, aerosols are diluted Solution Check oil level, clean / replace nozzles, confirm normal heating Move the dust emission point to a position further upstream in the air duct to ensure uniform mixing Increase the dust emission volume, wait for the concentration to stabilize for 3-5 minutes before measuring 2. 100% Calibration Failure at the Upstream Photometer Possible Causes Probe dirty, pipeline leakage Concentration too high / too low, exceeding the instrument’s linear range Instrument not preheated enough Solution Clean probe, check air tightness of sampling tube Control the upstream concentration within 10-20 μg/L Preheat ≥ 30 minutes, re-zero → 100% calibration II. Abnormal Leak Detection Reading Issues 3. All filters are too high, but not
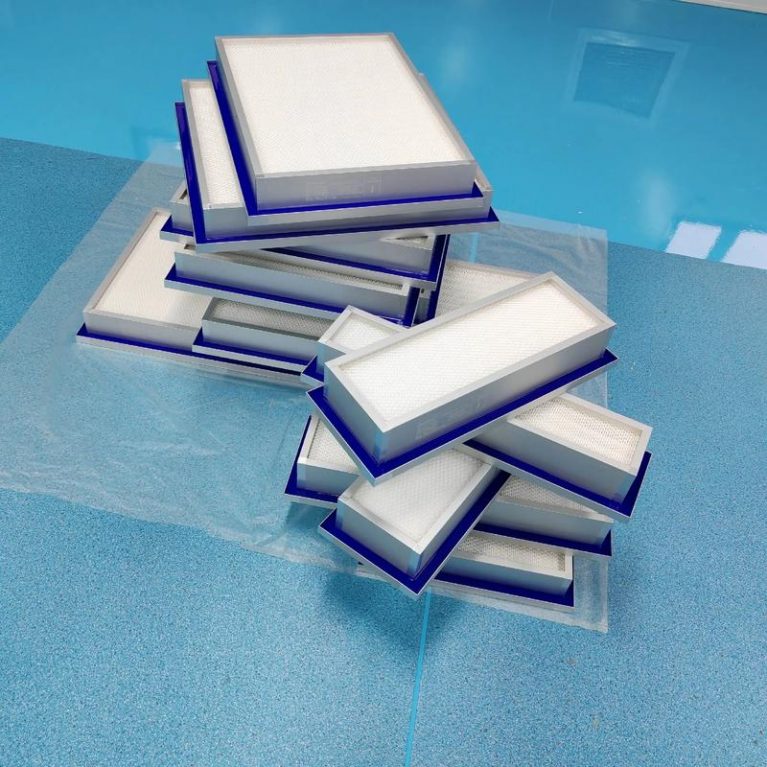
The overall structure lifespan of a leak-proof air supply ceiling is typically 15–20 years, while the lifespan of the high-efficiency filter (HEPA) is 1–3 years. These two components should be considered separately. I. Overall Structure Lifespan (housing, frame, damping layer) Design lifespan: 15–20 years (industry standards and manufacturer specifications). Material determines durability Premium model: 304/316 stainless steel or thickened cold-rolled steel with electrostatic powder coating, rust-proof, resistant to deformation, acid and alkali resistant. Sealing components: Medical-grade silicone / EPDM, resistant to aging, can last 5–8 years without replacement under normal use. Damping uniform flow net: Aluminum alloy / polymer material, no mechanical wear, with the same lifespan as the entire unit. Factors affecting lifespan Environment: In humid and corrosive gas environments, it will be shortened to 10–15 years. Maintenance: Regular cleaning and inspection of seals can extend it to 20 years +. Installation: Standard installation without stress deformation, more stable lifespan. II. Core Consumables: Lifespan of High-Efficiency Filters (HEPA) Regular lifespan: 1–3 years (depending on the usage environment and air volume). Replacement criteria: Pressure difference: When the final resistance reaches twice the initial resistance (approximately 450–500 Pa), it must be replaced. Cleanliness: Failure to meet standards or leakage test failure.

The leak-proof air supply ceiling is an upgraded and optimized version of the laminar air supply ceiling. The core difference lies in the decoupled design of the filtration and leak prevention mechanism, as well as the resulting advantages in installation, maintenance, airflow, and cost. 1. Core Principle and Structural Differences 1. Traditional laminar air supply ceiling (conventional / ordinary type) Structure: The high-efficiency filter (HEPA) is directly installed at the end of the air supply (at the bottom), and below is the diffuser plate / mesh plate. Principle: Air → Static pressure box → End high-efficiency filter → Diffuser plate → Inside the room. Leak prevention logic: Relying on the absolute sealing of the end filter. Once the frame or filter core leaks, the contaminated air directly enters the clean area, without secondary protection. Air flow coverage rate: Approximately ≤ 70%, prone to dead corners. 2. Leak-proof air supply ceiling (DSC) Structure: Based on the leak-proof layer theory, the high-efficiency filter is moved to the upper part of the static pressure box (not at the end), and an additional sub-high-efficiency leak-proof layer (damping layer) is added at the end. Principle: Air → Static pressure box → Pre-high-efficiency filter → Mixed

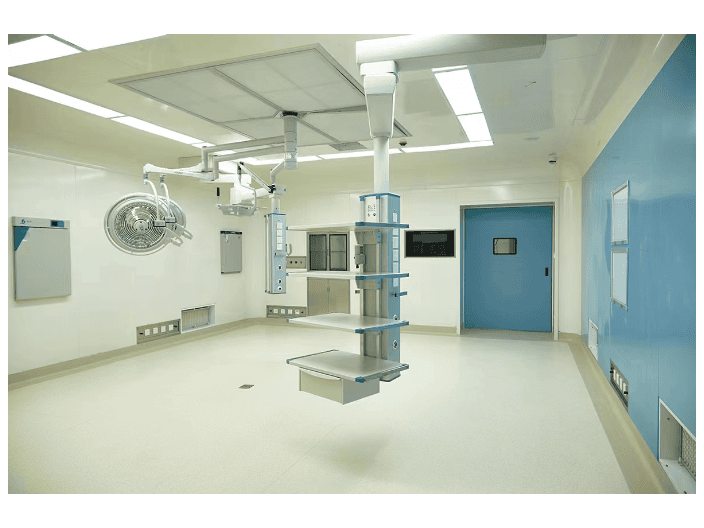
The core advantages of the leak-proof air supply ceiling are safety, easy maintenance, uniform airflow, thin profile and low layer height. It is mainly used in places with extremely high requirements for cleanliness, sterility and reliability. Typical scenarios are as follows: 1. Hospital operating rooms (most common) – Class I clean operating rooms (cardiovascular, brain surgery, transplantation, etc.) – Class II/III general operating rooms – Outpatient minor surgery rooms, day surgery rooms Suitable for: low ceiling height, renovation projects, requiring non-stop maintenance. 2. Hospital clean auxiliary rooms Sterile dressing rooms, disposable item storerooms Clean corridors, clean auxiliary rooms Local 100-level area of the intravenous medication preparation center (PIVAS) 3. ICU / Intensive Care Unit Burn wards, laminar flow beds Newborn NICU, premature infant wards Advantages: uniform airflow, cross-infection prevention, reduced infection risk. 4. Biological laboratories & inspection departments Biological safety laboratories (BSL-2/BSL-3) Inspection departments, microbiology laboratories, PCR laboratories Sterile rooms, positive control rooms 5. Pharmaceutical & medical device clean workshops Injection, sterile preparation, eye drops filling lines Cleanliness Class 100/10,000 areas Implantable medical devices, sterile packaging workshops 6. Food, cosmetics, electronic clean rooms Sterile / health food filling rooms Cosmetics cream, lotion sterile production Precision electronics, optical lenses, chip workshops